
简介:关于脚踏板故障方面的的相关大学硕士和相关本科毕业论文以及相关脚踏板故障论文开题报告范文和职称论文写作参考文献资料下载。

(广深股份有限公司广州机务段,广东 广州 510010)
摘 要:故障诊断是进行数控机床维修的第一步,它不仅可以迅速查明故障原因,排除故障,也可以起到预防故障发生与扩大的作用.文章结合数控机床中几个故障的维修实例,说明加强理论学习,适当了解数控系统硬件的相关连接及工作原理,了解PLC与外部器件的联系,并注重系统保养,对于准确维修数控机床故障,降低机床故障率具有重要意义.
关键词:数控机床;PLC梯形图;故障诊断;故障维修
中图分类号:TG659 文献标识码:A 文章编号:1009-2374(2010)06-0192-02
一、数控机床故障诊断的基本方法
故障诊断是进行数控机床维修的第一步,它不仅可以迅速查明故障原因,排除故障,也可以起到预防故障的发生与扩大的作用.一般来说,数控机床的故障诊断方法主要有以下几种:
(一)常规诊断法
对数控机床的机、电、液等部分进行的常规检查,通常包括:(1)检查电源的规格(包括电压、频率、相序、容量等)是否符合要求;(2)CNC、伺服驱动、主轴驱动、电机、输入/输出信号的连接是否正确、可靠;(3)CNC、伺服驱动等装置内的印制电路板是否安装牢固,接插部位是否有松动;(4)CNC、伺服驱动、主轴驱动等部分的设定端、电位器的设定、调整是否正确;(5)液压、气动、润滑部件的油压、气压等是否符合机床要求;(6)电器元件、机械部件是否有明显的损坏.
(二)状态诊断法
通过监测执行元件的工作状态判定故障原因.在现代数控系统中,伺服进给系统、主轴驱动系统、电源模块等部件主要参数的动、静态检测,及数控系统全部输入输出信号包括内部继电器、定时器等的状态,也可以通过数控系统的诊断参数予以检查.
(三)动作诊断法
通过观察、监视机床的实际动作,判断动作不良部位,并由此来追溯故障源.
(四)系统自诊断法
这是利用系统内部自诊断程序或专用的诊断软件,对系统内部的关键硬件以及系统的控制软件进行自我诊断、测试的诊断方法.主要包括开机自诊断、在线监控和脱机测试三个方面的内容.
二、故障实例分析
1.TF2000HD型西门子数控不落轮车床,采用的是SIEMENS 840D系统,在机车轮对加工过程中,只要驱动轮一转动,脚踏板(footbrige)就应回缩.但使用过程中常出现脚踏板(footbrige)一直处于伸出状态.
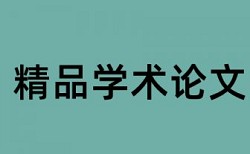
分析处理:脚踏板(footbrige)若不回缩,首先应该查看控制脚踏板回缩的电磁阀YV5412是否得电.发现电磁阀YV5412并未得电,倒是执行伸出动作的电磁阀YV5414得电动作(电磁阀上的指示灯是亮的).而且电磁阀YV5414金属部分发烫,说明该电磁阀长时间工作.由脚踏板工作原理可知,该电磁阀不应常时间得电工作.接着查看脚踏板实际位置状态的PLC指示灯.脚踏板处于回缩和伸出的状态指示灯分别是PLC输出端口的A36.0,A36.1.发现两个指示灯都亮着.查看相关的电路图,发现是脚踏板(footbrige)的上下两端有两个限位开关,通过限位开关的通断,来传送脚踏板实际位置的信号.下到地坑,检查下行程开关SQ3236,发现下行程开关SQ3236的活动触头被卡死,开关处于接通状态,该开关输出个信号“1” 给PLC的E35.7端口,PLC接受到此逻辑信号后判断脚踏板(footbrige)的实际位置,逻辑判断图如图1所示:

现两个行程开关都接通,导致NCU采集到两个开关信号,出现信号紊乱,当发出脚踏板回缩指令时,又检测到脚踏板已经回缩的信号,当执行脚踏板伸出指令时,NCU检测到脚踏板又处于伸出状态.这样导致控制中心作出的逻辑判断错误,使脚踏板长期处于一种状态,现更换一行程开关,手动操作电磁阀几次,消除紊乱的信号,开机重启,机床的脚踏板又能正常伸缩.至此故障消除.
2.802D的数控车床老是出现380500中的608报警,出现在X轴上面,按下复位按钮,报警接触后,当再次车到圆弧后,报警又再次出现.
分析处理:802D的数控系统出现380500报警号为“驱动器故障”.其中的608报警意为:611U/UE伺服驱动器速度控制输出达到极限,限制了转速调节器输出端,不允许(下转第194页)(上接第192页)转速调节器在其制动处(力矩极限或电流极限)停留过长时间.首先检查编码器的插头,电机的插头是否松动.检查发现没有异常.接着检查电机动力电缆和电机接触器,没有异常现象.接着查看参数P1605和P1606(P1605中确定了允许的持续时间,在P1606中规定转速上限,至该上限时开始进行监控), 参数正确.最后更换一块好的功率模块,运行机床故障消除.由此判断是功率模块的Uce监控未起作用,功率模块已坏.因此更换功能模块.
3.机床上电后,控制SIEMENS 810电源线路的保险迅速熔断.分析处理:机床采用SIEMENS 810控制.根据系统伺服电源的工作原理,对于SIEMENS 611A伺服电源单元的工作过程为输入端口9-112、48-9间闭合后绿灯亮,然后在输入端口63-9、64-9间闭合后,黄灯亮,此时,电源的驱动使能、电压使能都已存在,电源模块通过母线排向伺服驱动单元输出600V的直流电压.故障发生时,绿灯、黄灯依次都亮后,但不久外部电源回路的保险就迅速熔断.分析后认为,应是控制线路中保险以下的回路存在着短路故障.为此采用排查法,即将负载逐一加上,当加上z轴伺服驱动器时,保险迅速熔断,为此判断为Z轴伺服驱动器的故障.经查为Z轴驱动器的冷却风扇的扇叶上面附着的潮湿物质(因为是夏季,空气潮湿),在风扇转动时,被带入驱动器的逆变的回路中,造成相间短路,致使保险熔断.因此注意系统保养,定期清洗系统板,清除系统冷却风扇扇叶上的附着物,保持电器柜内的空气干燥,对于降低伺服系统故障,具有重要意义.
4.数控磨床,配备SIEMENS 810数控系统,主轴不能启动,出现报警6009,“EL.SPINDLE COOLINGSYSTEM NOK” (主轴冷却系统不正常).
分析处理:检查主轴冷却系统未发现问题,根据PLC报警机理,6009报警是由于PLC标志位F10L1被置位所致.所以利用系统DIAGNOSIS诊断功能,根据图1所示的6009报警梯形图,在线检查PLC的状态.发现标志位F182.3状态为“1”使F101.1置位,而F182.3状态为“1”是因为定时器T13的状态为“1”,112.1的状态为“0” (见图2)造成.在启动主轴时,PLC启动冷却水阀开的输出,Q1.5的状态应为“1”,故T13的状态为“1”是正确的.112.1连接的是主轴冷却水的流量开关(见图3),其状态为“0”说明冷却水流量有问题,但检查流量正常,说明是流量开关损坏.更换新的流量开关,故障消除.

三、结语
对于数控机床的修理,重要的是发现问题,特别是数控机床的外部故障.有时诊断过程比较复杂,但一旦发现问题所在,解决起来就比较简单.对于机床外部故障的诊断应遵从以下两条原则:首先要熟练掌握机床的工作原理和动作顺序;其次,要会利用PLC梯形图,NC系统的状态显示功能或机外编程器监测PLC的运行状态.一般情况下只要遵从以上原则,小心谨慎,常见的数控故障都会及时排除.
参考文献
[1]廖兆荣.机床电气自动控制[M].北京:化学工业出版社,2003.
脚踏板:脚踏板不回弹 拓朴 维修视频 旋转拖把 无法脚踩 踏板弹不上来
[2]龚中华,等.数控机床维修技术与典型实例[M].人民邮电出版社,2006.
[3]王兹宜.现代数控维修[M].北京:论文范文广播电视大学出版社,2004.
[4]TF2000HD不落轮镟车床电机、电器控制原理图,法国SCULFORT公司,2004.
总结:本论文是一篇免费优秀的关于脚踏板故障论文范文资料,可用于相关论文写作参考。
脚踏板引用文献:
[1] 泡脚泡进论文范文 泡脚泡进方面研究生毕业论文范文2000字
[2] 交通和踏板车函授毕业论文范文 关于交通和踏板车论文范本2万字
[3] 乐山和跷脚牛肉本科论文开题报告范文 乐山和跷脚牛肉相关论文如何写10000字












